Cuando una pieza falla por desgaste, fricción, impacto químico o tolerancias fuera de rango, cambiar metal por polímero no siempre es la respuesta. La diferencia real está en cómo se diseña y ejecuta el maquinado de plásticos de ingeniería para que la pieza trabaje bien en campo, no solo en plano. En entornos industriales, una mala selección de material o un mal proceso de mecanizado termina en paros, ajustes improvisados y reemplazos prematuros.
Los plásticos de ingeniería ocupan un lugar cada vez más claro en mantenimiento, fabricación y refacción industrial porque resuelven problemas específicos: reducen peso, mejoran el deslizamiento, resisten agentes químicos y, en muchas aplicaciones, prolongan la vida útil del equipo. Pero no todos se comportan igual al tornear, fresar o taladrar. Tampoco todas las piezas admiten la misma tolerancia, la misma velocidad de corte o el mismo acabado superficial.
Qué implica el maquinado de plásticos de ingeniería
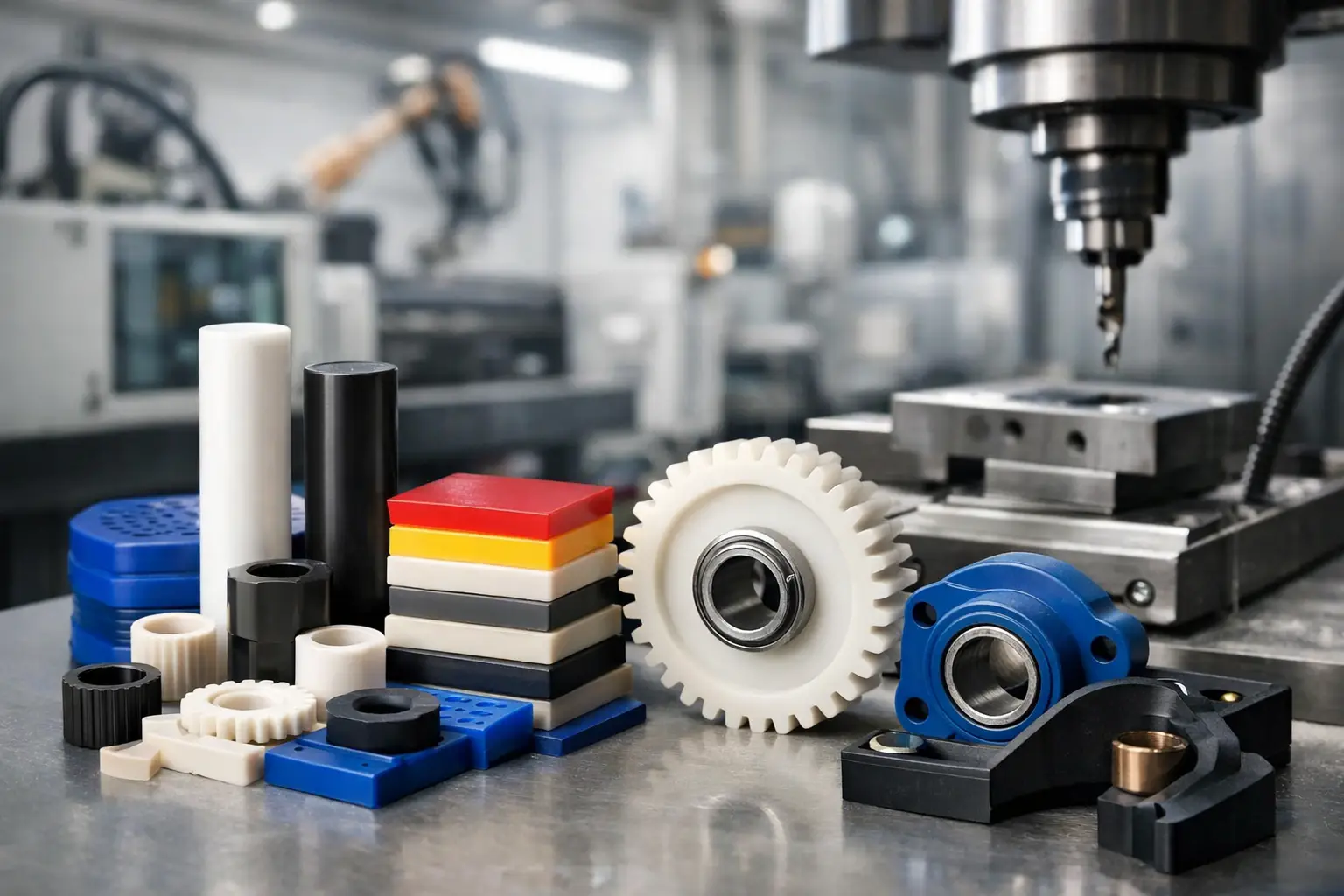
Hablar de maquinado de plásticos de ingeniería no es solo hablar de cortar una barra o una placa. Implica convertir materiales técnicos como nylon, acetal, PTFE, UHMW, PEEK o PVC industrial en componentes funcionales con geometrías, ajustes y acabados definidos para una aplicación concreta.
A diferencia del metal, estos materiales presentan comportamientos particulares durante el mecanizado. Algunos absorben humedad, otros se expanden más con la temperatura, varios tienden a deformarse si se sujetan en exceso y ciertos grados generan rebaba o pérdida dimensional si la herramienta no es la adecuada. Por eso el proceso debe considerar no solo la forma final, sino también la estabilidad del material durante y después del maquinado.
En piezas para guías, bujes, aislantes, asientos, raspadores, rodillos, separadores o elementos de desgaste, el resultado depende tanto del plano como del criterio de fabricación. Una tolerancia demasiado cerrada en un polímero con alta expansión térmica puede generar problemas una vez instalado. Una superficie excesivamente pulida puede no ser la mejor opción si la aplicación requiere retención controlada de lubricante o cierto comportamiento al contacto.
Cuándo conviene mecanizar en lugar de moldear
En entorno industrial, mecanizar suele ser la opción lógica cuando se necesitan cantidades bajas o medias, tiempos de respuesta cortos o modificaciones frecuentes de diseño. También es una solución práctica cuando la pieza debe salir de barra, placa o tubo sin justificar herramental de moldeo.
El moldeo puede resultar más rentable en grandes volúmenes, pero exige inversión inicial, validación de herramienta y mayor rigidez en el diseño. El maquinado, en cambio, permite fabricar refacciones especiales, prototipos funcionales y lotes de reposición con mayor flexibilidad. Para mantenimiento y compras, esto tiene una ventaja operativa clara: se reduce el tiempo entre la identificación del problema y la instalación de la pieza.
Hay además aplicaciones donde el maquinado ofrece mejor control sobre cotas críticas o permite partir de grados específicos de material que no siempre están disponibles en procesos de transformación masiva. Esto es habitual en componentes para minería, acerías, transporte, petróleo o vidrio, donde la prioridad es que la pieza funcione bajo condiciones reales de carga, abrasión y temperatura.
Materiales habituales y lo que cambia en el proceso
Cada polímero exige un enfoque distinto. El acetal, por ejemplo, ofrece buena estabilidad dimensional y mecaniza con limpieza, por lo que es común en piezas de precisión, engranes, bujes y elementos de deslizamiento. El nylon aporta buena resistencia mecánica y al desgaste, pero su absorción de humedad puede alterar dimensiones si no se considera desde el principio.
El PTFE destaca por su comportamiento químico y bajo coeficiente de fricción, aunque es más blando y puede deformarse con facilidad si la sujeción o la herramienta no son correctas. El UHMW se utiliza mucho en guías, recubrimientos y componentes de impacto, pero su naturaleza tenaz obliga a controlar bien el corte para evitar deformación y acabados pobres.
Cuando la exigencia térmica y mecánica es más alta, materiales como PEEK o ciertos compuestos cargados ofrecen ventajas importantes, aunque también incrementan el coste y requieren mayor precisión en fabricación. No siempre hace falta ir al polímero más caro. En muchos casos, el mejor resultado sale de equilibrar carga, temperatura, velocidad, ambiente químico y presupuesto.
Errores frecuentes al elegir material
Uno de los errores más comunes es seleccionar el material solo por una propiedad aislada. Elegir un plástico porque resiste químicos, pero sin revisar su rigidez o su comportamiento térmico, suele llevar a fallos tempranos. Otro error habitual es copiar el diseño de una pieza metálica y fabricarla en plástico sin adaptar espesores, radios, interferencias o zonas de apoyo.
También falla con frecuencia la especificación genérica. Pedir simplemente nylon o teflón no basta cuando la aplicación requiere un grado concreto, carga mineral, fibra, aditivo o certificación. Para compras y mantenimiento, esta precisión evita retrabajos, devoluciones y tiempos perdidos en planta.
Factores críticos en el maquinado
Un buen maquinado de plásticos de ingeniería depende de variables que en metal podrían parecer secundarias. La geometría de la herramienta, la evacuación de viruta, la presión de sujeción y la temperatura del corte tienen un impacto directo en la calidad final.
Si la herramienta no tiene el filo adecuado, el material puede fundirse parcialmente, formar rebaba o generar una superficie irregular. Si se aprieta demasiado la pieza, es posible que salga aparentemente dentro de tolerancia y luego se abra o se deforme al liberarla. Si no se deja el tiempo suficiente para estabilización en materiales sensibles, la medición final puede no representar la condición real de servicio.
La experiencia en CNC aporta una ventaja clara en este punto. Permite repetir geometrías, controlar dimensiones y fabricar series con consistencia, pero el resultado sigue dependiendo del conocimiento específico del polímero. Programar una pieza de acetal no es lo mismo que programar una de PTFE o UHMW. Cambia el avance, cambia la forma en que rompe viruta y cambia incluso el criterio de inspección.
Tolerancias y expectativas realistas
En piezas industriales conviene hablar de tolerancias funcionales, no solo de tolerancias cerradas por costumbre. Pedir una precisión extrema en un material que va a trabajar con cambios térmicos, humedad o carga variable puede encarecer la pieza sin mejorar su desempeño.
La pregunta correcta no es solo cuánto puede medir, sino cómo debe comportarse montada. En un buje, por ejemplo, importa tanto el diámetro final como la expansión en operación, la rugosidad, la alineación y el tipo de eje con el que va a trabajar. En una guía de desgaste, importa el ajuste, pero también la capacidad de absorber impacto y mantener bajo coeficiente de fricción.
Aplicaciones industriales donde aporta valor
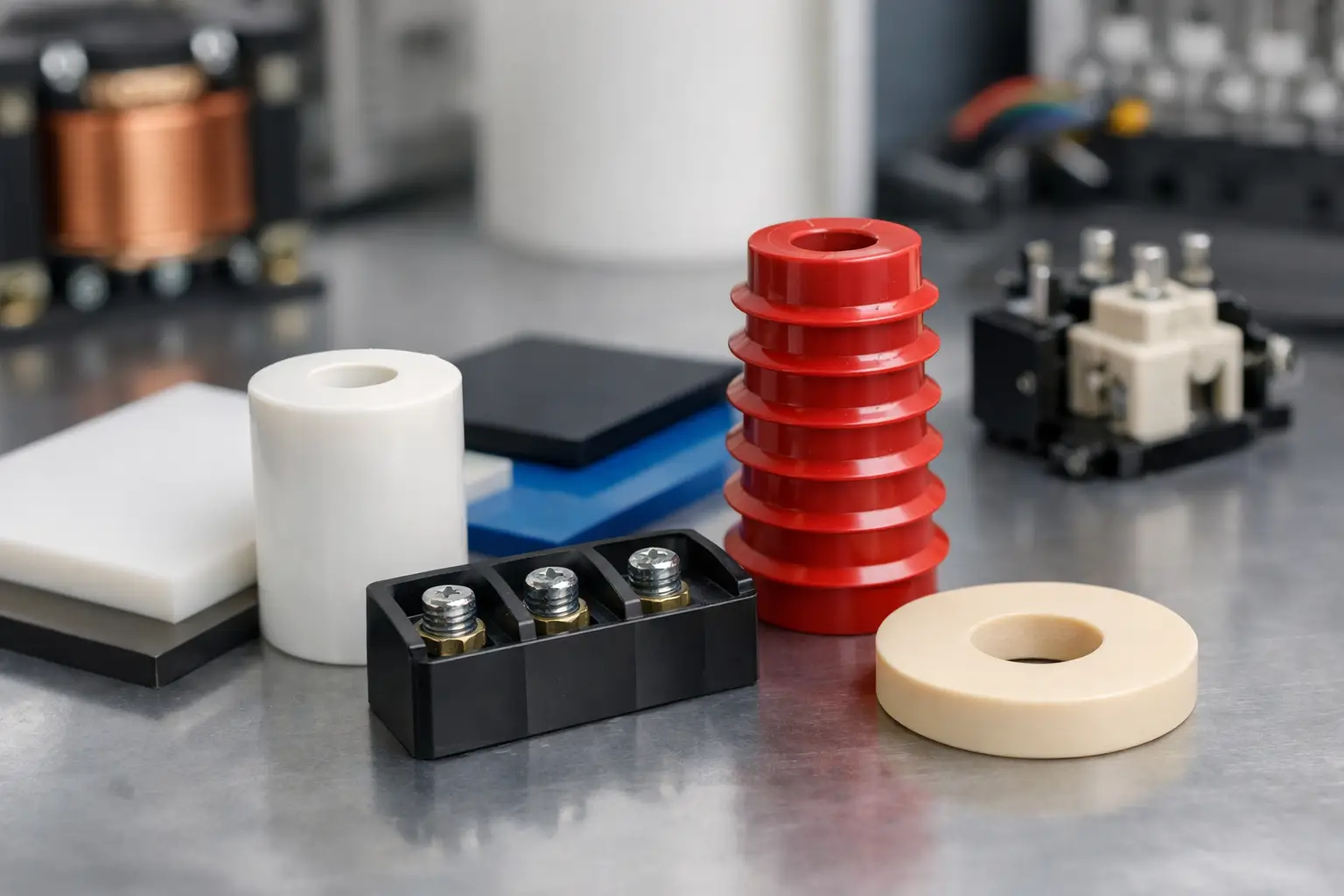
El mecanizado de plásticos técnicos es especialmente útil en componentes de desgaste, aislamiento y deslizamiento. Es habitual en rascadores, anillos, guías de cadena, patines, chumaceras especiales, bujes, rodillos, camas de impacto, aislantes eléctricos, topes, separadores y piezas para equipos de proceso.
En sectores como acero y minería, donde hay abrasión, humedad, golpe y contaminación, una pieza bien diseñada en UHMW, nylon o poliuretano puede reducir daño en equipos y simplificar mantenimiento. En automoción, transporte y sistemas de manejo de materiales, el ahorro en ruido, fricción y peso también cuenta. En ambientes químicos o con requerimientos dieléctricos, materiales como PTFE, PVC o acetal ofrecen ventajas difíciles de lograr con metales.
Lo relevante no es sustituir por sustituir. Lo útil es resolver una necesidad concreta: menor desgaste, mejor sellado, menos vibración, mayor resistencia química o una refacción especial que no existe en catálogo estándar.
Qué debe pedir un comprador o responsable de mantenimiento
Para cotizar bien una pieza mecanizada no basta con enviar una foto. Si existe plano, conviene incluir medidas críticas, tolerancias, cantidad, condiciones de trabajo y material requerido o, al menos, el problema que debe resolver. Si no hay plano, una muestra física ayuda mucho, siempre que se indique si la pieza original funcionó bien o si precisamente se busca corregir un fallo recurrente.
También conviene especificar temperatura de operación, contacto con químicos, tipo de carga, velocidad, ambiente exterior o interior y frecuencia de reemplazo. Esa información permite ajustar mejor la propuesta técnica. A veces la solución no está en copiar la pieza actual, sino en modificar geometría, cambiar grado de material o mejorar el acabado en una zona concreta.
En RubberSelection este enfoque práctico forma parte del trabajo diario con clientes industriales que necesitan piezas a medida, respuesta rápida y criterio técnico aplicado a condiciones reales de operación.
El valor está en la pieza funcionando
En el maquinado de plásticos de ingeniería, la diferencia entre una pieza correcta y una pieza útil se ve en servicio. Una pieza correcta cumple medidas. Una pieza útil soporta carga, mantiene tolerancia funcional, resiste el entorno y ayuda a evitar paros no programados.
Por eso conviene trabajar con un enfoque de aplicación, no solo de fabricación. Cuando material, diseño y proceso se alinean, el resultado no es simplemente una refacción más. Es una solución que entra a línea, trabaja como debe y le quita presión al mantenimiento.